

Производитель дешевых двойной изогнутый алюминиевый шпон
Работа с двойным изогнутым алюминиевым шпоном – задача не из простых, особенно если речь идет о массовом производстве. Часто, когда заказчик просит 'дешевый' вариант, мы сталкиваемся с недопониманием реальных затрат и сложностей технологического процесса. В этой статье я постараюсь поделиться своим опытом, рассказать о подводных камнях и предложить возможные пути решения, опираясь на практические наблюдения и ошибки, которые мы допускали в прошлом. Помимо простого выбора материала, стоит учитывать целый комплекс факторов: от геометрии детали и используемой технологии формовки до требований к механической прочности и эстетическому виду готового изделия. Хочется сразу обозначить: 'дешевый' не всегда означает 'лучший', и зачастую инвестиции в более качественные материалы и технологии окупаются в долгосрочной перспективе.
Проблема геометрии и производственные трудности
Геометрия двойного изогнутого шпона – это уже само по себе вызов. Изогнутые поверхности, особенно сложные криволинейные, требуют применения специализированного оборудования и точных расчетов. Мы несколько лет назад пробовали использовать стандартные прессы для шпонирования, в результате чего получали деформации и неровности. Это приводило к большим отбраковкам и увеличению себестоимости продукции. Попытки 'подгонять' стандартные процессы под нестандартную геометрию – это путь к убыткам. Поэтому изначально необходимо тщательно анализировать техническое задание и выбирать технологически реализуемые решения.
Важно понимать, что недостаточная толщина шпона также может стать проблемой. При изгибе тонкий материал подвержен деформации и разрушению, даже если используется высококачественный алюминий. И наоборот, слишком толстый шпон может потребовать более мощного оборудования и увеличит вес изделия. Поэтому оптимальная толщина – это компромисс между прочностью, гибкостью и стоимостью.
Особо хочу отметить влияние температуры на процесс формовки. Алюминий, как известно, обладает высокой теплопроводностью, поэтому при изгибе необходимо контролировать температуру шпона, чтобы избежать образования трещин и деформаций. Мы использовали специальные нагревательные элементы в пресс-формах, что позволило значительно повысить качество продукции и снизить количество отбраковки. ООО Чэнду Синьху Декоративные Материалы использует подобный подход в производстве алюминиевого шпона для навесных стен, а также алюминиевого потолка. На их сайте можно найти более подробную информацию о применяемых технологиях: https://www.xhzs.ru.
Выбор материала и его влияние на стоимость
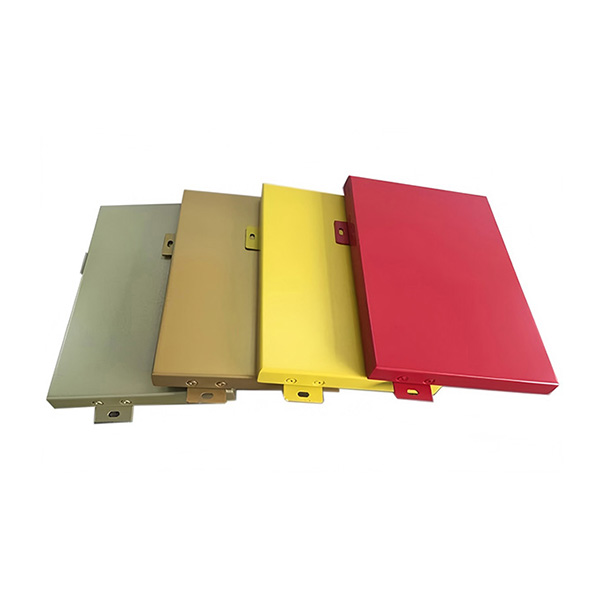
Стоимость двойного изогнутого алюминиевого шпона напрямую зависит от используемого материала. Различные марки алюминия обладают разными свойствами: прочностью, коррозионной стойкостью, теплопроводностью и т.д. Для производства декоративных элементов часто используют алюминиевые сплавы на основе магния и цинка, так как они обладают хорошей обрабатываемостью и относительно низкой стоимостью. Однако, для более требовательных задач, где требуется высокая прочность и устойчивость к внешним воздействиям, может потребоваться использование более дорогих сплавов.
Не стоит экономить на качестве алюминия. Дешевые сплавы могут содержать примеси, которые негативно сказываются на механических свойствах шпона и могут привести к его разрушению при эксплуатации. Мы однажды столкнулись с проблемой, когда использовали алюминий низкого качества, и шпон начал деформироваться и тускнеть через несколько месяцев после установки. Это потребовало дополнительных затрат на ремонт и замену поврежденных элементов.
Еще один важный фактор – это поверхность алюминия. Для декоративных целей часто используют шпон с различными типами покрытий: анодирование, порошковая покраска, анодированный оксид. Качество покрытия влияет на внешний вид и долговечность изделия. Некачественное покрытие может быстро выцветать, царапаться и терять свой блеск. При выборе материала важно учитывать требования к внешнему виду и эксплуатационным характеристикам.
Оптимизация производственного процесса
После того, как геометрия детали и материал выбраны, необходимо оптимизировать производственный процесс. Это включает в себя выбор подходящего оборудования, разработку технологической карты и обучение персонала. Использование современного оборудования, такого как прецизионные прессы и автоматизированные системы контроля качества, позволяет значительно повысить эффективность производства и снизить количество отбраковки.
Мы активно инвестировали в автоматизацию нашего производства, что позволило нам сократить время производства и повысить точность обработки шпона. Также мы внедрили систему контроля качества на каждом этапе производства, что позволяет выявлять и устранять дефекты на ранней стадии. Это значительно снижает затраты на ремонт и замену поврежденных элементов.
Одним из важных аспектов оптимизации производственного процесса является правильная настройка параметров формовки. Это включает в себя выбор оптимального давления, температуры и скорости изгиба. Неправильная настройка параметров может привести к деформации и разрушению шпона. Поэтому необходимо проводить тщательное тестирование и калибровку оборудования.
Реальные примеры и уроки
Помню один случай, когда мы делали заказ на изготовление двойного изогнутого алюминиевого шпона для фасада здания. Заказчик хотел получить максимально дешевый вариант, и мы предложили ему использовать алюминий низкого качества и упрощенную технологию формовки. В результате, через несколько месяцев после установки, шпон начал деформироваться и тускнеть. Заказчик был очень недоволен, и мы понесли убытки на ремонт и замену поврежденных элементов. Этот случай стал для нас важным уроком: не стоит экономить на качестве материалов и технологий.
В другой раз мы сделали заказ на изготовление двойного изогнутого алюминиевого шпона с использованием нестандартной геометрии. Мы долго разрабатывали технологическую карту и экспериментировали с различными параметрами формовки. В результате, нам удалось разработать оптимальное решение, которое позволило нам получить высококачественную продукцию с минимальным количеством отбраковки. Этот случай показал нам, что даже самые сложные задачи можно решить, если подходить к ним с умом и использовать современные технологии.
Опыт работы с двойным изогнутым алюминиевым шпоном – это непрерывный процесс обучения и совершенствования. Мы постоянно ищем новые способы оптимизации производственного процесса и повышения качества продукции. Надеюсь, мой опыт будет полезен вам.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Перфорированный алюминиевый шпон
Перфорированный алюминиевый шпон -
 Серия квадратных пластин
Серия квадратных пластин -
 Алюминиевый потолок
Алюминиевый потолок -
 Серия барьерных потолков
Серия барьерных потолков -
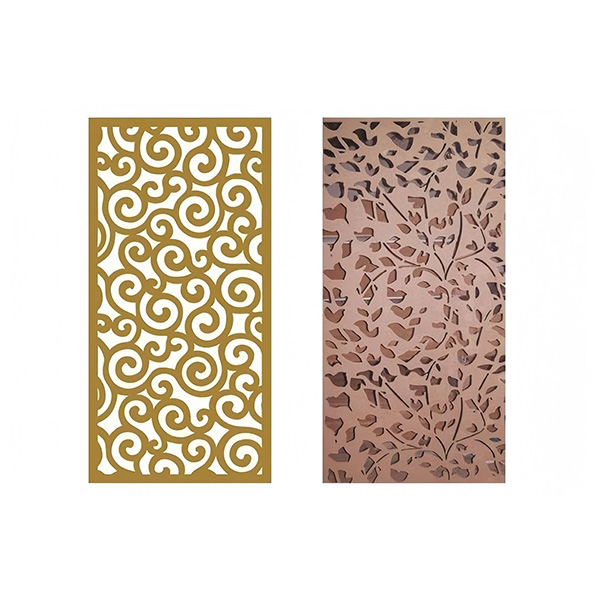
 Моделирование алюминиевого шпона
Моделирование алюминиевого шпона -
 Серия пряжек
Серия пряжек -
 Алюминиевый шпон с каменным рисунком
Алюминиевый шпон с каменным рисунком -
 Сотовый алюминиевый шпон
Сотовый алюминиевый шпон -
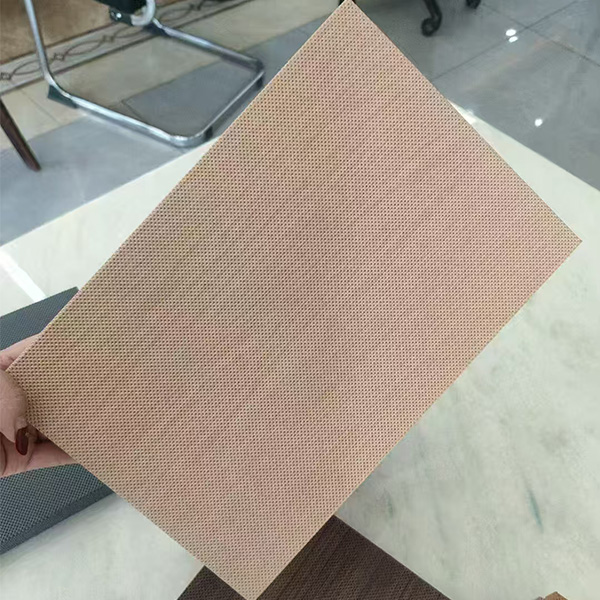 Ультрамикропористая панель
Ультрамикропористая панель -
 Алюминиевая оконная решетка
Алюминиевая оконная решетка -
 Алюминиевый шпон с текстурой дерева
Алюминиевый шпон с текстурой дерева -
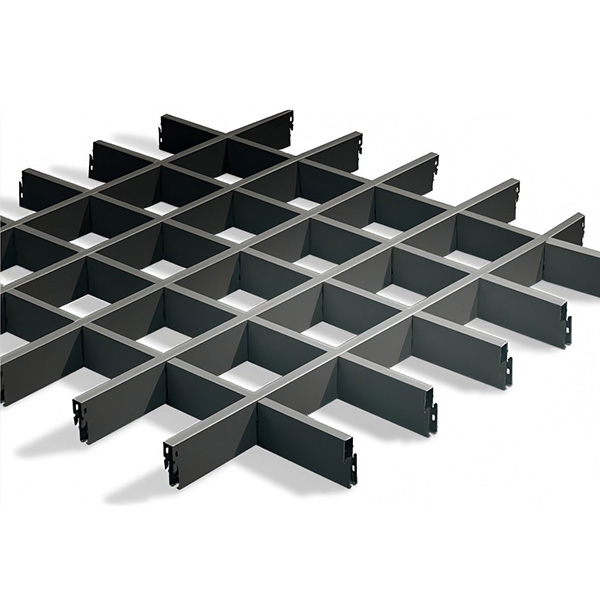 Серия решеток
Серия решеток
Связанный поиск
Связанный поиск- Ведущий покупатель алюминиевых реечных потолков в санкт-петербурге оптовая продажа
- Ведущий покупатель высококачественных алюминиевых потолков cesal
- Лучшие покупатели алюминиевых панелей с сотовым заполнением для производства навесных фасадов
- Алюминиевые панели для потолка
- Ведущие страны-покупатели для oem подвесные потолки алюминиевые 600x600
- Oemarmstrong страна основного покупателя алюминиевых потолков
- Китайские производители алюминиевых квадратов 40x40x2
- Основной покупатель oem офисного здания алюминиевый потолок куб
- Ведущий покупатель звукопоглощающих алюминиевых шпонированных панелей
- Алюминиевый потолок на кухне